一般熱処理・L-TEQ(低温焼入れ)・浸炭・塩浴焼入れ・表面処理・サブゼロ処理は、少量多品種問わず、堀田精工株式会社までご相談ください
〒458-0801 愛知県名古屋市緑区鳴海町字天白31 TEL052-892-7860
処理技術
L-TEQ(低温焼入れ)
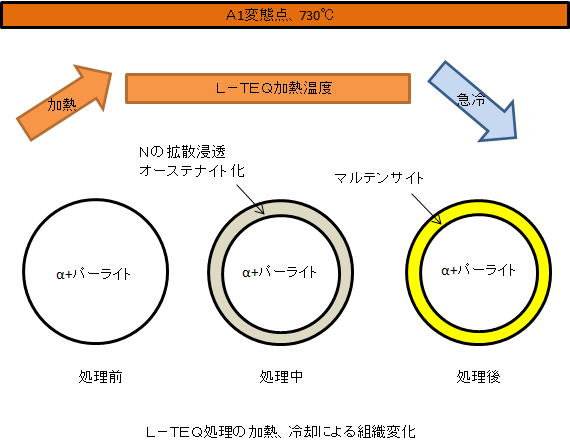
L-TEQ処理は、鋼の表面に窒素を拡散浸透させ、Fe-C系平衡状態図のA1変態点以下の温度から、焼入れを施して、表面層のみをマルテンサイト組織に変態させる、低温焼入れ法です。したがって、処理部品の変形が浸炭処理に比べて少なく、窒化処理の場合より厚い硬化層が得られることなどから、処理による変形・寸法変化の低減を図り、耐摩耗性・面圧強度・耐疲労性を向上させる為の表面硬化、強化熱処理法として注目されています。
表面硬さHV700〜800、有効効化深さ0.05〜0.3mmを対象とし、窒化処理と浸炭処理の長所を兼ね備えており、カーボンが入っている材料と相性がいいです。
ガス浸炭
メタノール、プロパンガスを使って、浸炭性雰囲気を作り加熱し、製品表層部に炭素を浸透させる処理法です。当社の浸炭炉はステンレスのマッフルを用いていますので、浸炭濃度の調節が容易で、0.1mm前後のごくうすい浸炭から1mm以上の層の厚い浸炭焼入れまでの加工が自動化されて、高品質な熱処理を行います。 表面は硬く耐摩耗性にとみ、内部は靱性に優れている特徴があります。
おもに肌焼鋼が使われ、前処理として焼ならしが行われます。
ガス浸炭窒化
軟鋼または、はだ焼鋼を用い、アンモニアガスを含む浸炭ガス中で、780℃〜850℃に加熱処理を行います。特徴は、焼割れ・焼入れひずみが少なく、硬化層は耐食性と耐摩耗性が良いことです。
ソルトバス処理
中性塩を加熱して溶融した中に品物を浸漬して処理するので、空気に触れない為肌荒れを防止したり、ソルト液の浮力で自重による焼入れ変形が軽減されます。焼割れや歪が少ないという特徴があります。品物としては、金型・治工具・ミシン部品・機械部品などが多く、少量多品種の処理に向いています。
サブゼロ処理
焼入れした鋼中には、残留オーステナイトが存在しています。オーステナイトは置狂いや置割れ、硬さの低下にも影響してきます。このため、残留オーステナイトをマルテンサイト化させる必要があります。
その方法が約−80℃まで冷やすサブゼロ処理です。
固溶化処理
オーステナイト系、オーステナイト・フェライト系、析出硬化系ステンレス鋼を約1000〜1200℃に加熱後、急冷する処理です。冷間加工や溶接等によって生じた内部応力を除去したり、炭化物を固溶消失して延性の改善と耐腐食性が向上がえられます。
完全焼なまし
一般的に焼なましといえば、この完全焼なましの事をいいます。
オーステナイト化温度以上に加熱後、炉冷します。
鉄または鋼の軟化、組織の調整、内部応力の除去、被切削性の向上を目的とします。
球状化焼なまし
パーライト中のセメンタイト、または網状セメンタイトを球状化させるための焼なましです。
鋼の最軟化、冷間加工、冷間鍛造の前処理や高炭素合金鋼、工具鋼などの焼入れの前処理を目的とします。
応力除去焼なまし
鋳造、鍛造、機械加工、冷間加工、溶接などによって生じた内部応力の除去を目的とします。
歪取り焼なまし、低温焼なましとも呼ばれています。
焼ならし
鋼をオーステナイト化温度以上に加熱後、空冷します。
鍛造、圧延などによって粗大化した結晶粒の微細化、機械的性質の改善、被切削性の向上、組織の均一化を目的とします。
また、浸炭焼入れの前処理としても利用します。
炭素鋼と低合金鋼が主体で、自硬性の大きい高合金鋼では焼きが入ってしまうため、焼なましを行います。